融合了IoT、AI等尖端技术和工匠技艺的制造工艺,为全球客户提供高品质的产品。
立体视觉相机对左右图像的立体处理需要依赖高精度的焦距调整。
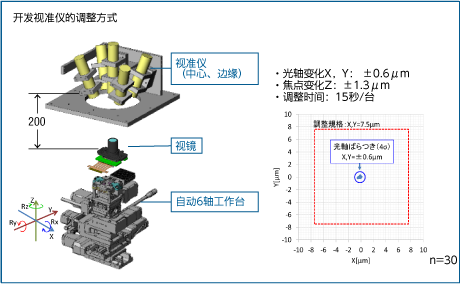
我们采用视准仪方式,在透镜/CMOS基板6轴调整工艺中建立了一种高精度的调整技术,
能够在以往十分之一的时间内调整光轴变化和焦距变化。
立体视觉相机是通过对左右图像进行立体处理,从而实现对外部环境的三维识别,这就需要对相机进行精密的组装。为此,我们开发了元素直视校正工序,
用于调整相机的X/Y光轴和倾角。为了保证对相机模块的稳定夹持,采用了基准面上三点接触的弹簧机构来调整倾角。
在精密零件的连接工序,除了监控工艺条件外,还必须实行全面的外观检查。
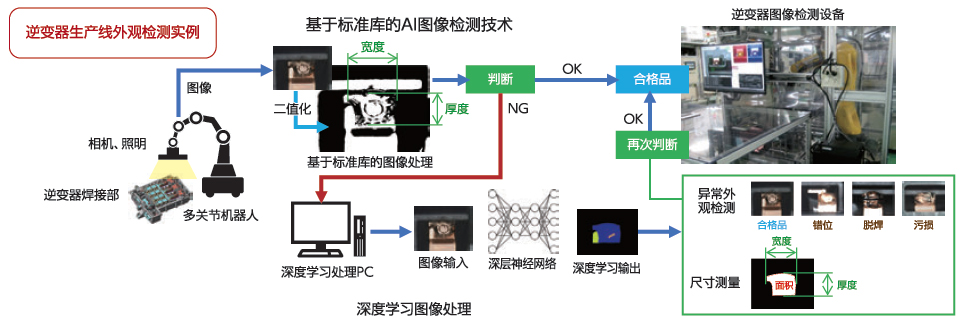
为了防止不良品流出,以往误报率(合格品判为不良的准确率)设定在25%左右。现在正在促进运用深度学习将这一比率改善到1%以下。
对于现有的产线,以逆变器为例,公司正在研究与标准库基础图像检测相结合的工艺手段。
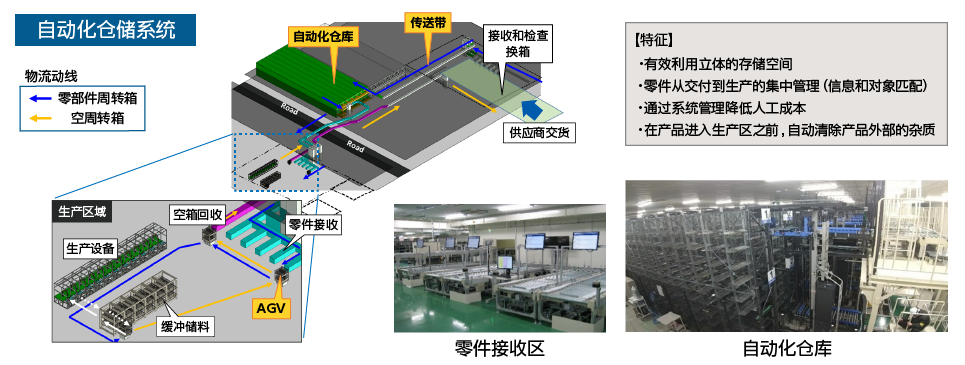
与传统的发动机零件不同,电动化产品需耗费大量的时间(工时)来移动采购的零件和成品。为了应对今后电机逆变器的增产,公司已经开始使用自动化仓储系统。该系统可以实现最佳库存量与准时生产的匹配。管理系统是根据产线终端发出的产品开始使用信号,向自动化仓库发送以“个”为单位的指令。对于库存零件的数量,可以细化管理到每种产品的过剩与短缺。
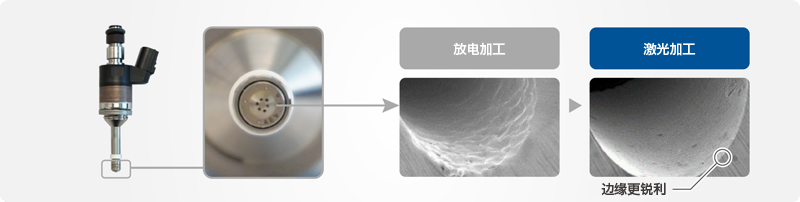
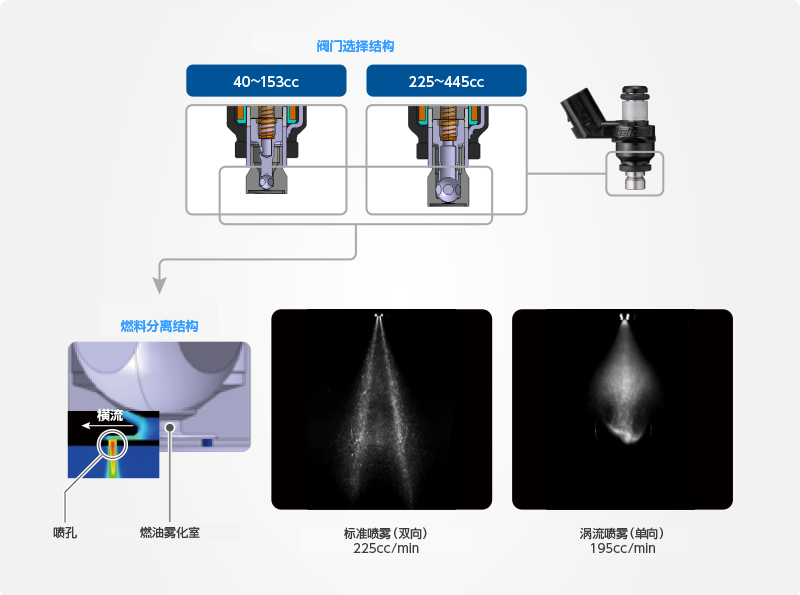
现有的喷嘴使用放电加工喷孔,新一代产品采用高精度的激光加工工艺。通过提高加工部边缘的锐化程度和表面光洁度,在实现产品高精度的同时,减少了82% 的加工时间。
为了应对汽油直喷发动机的高燃料压力和市场需求的扩大,需要采用耐压的高强度、高可靠性材料和结构,使我们的产品在低噪音,小型化和轻量化方面突显优势,同时通过降低成本来提高产品的竞争力。
为了应对这些挑战,我们开发了以下技术并投入量产。
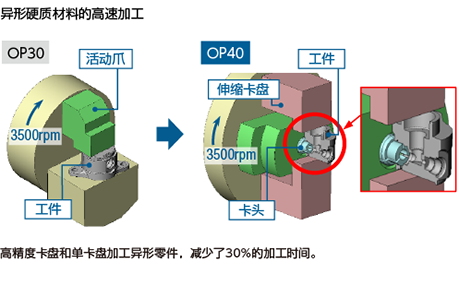
(a)高强度材料的高精度快速加工(硬度:以往HRC11→34,加工时间缩短30%),
(b)防尘自动传送组装线,
(c)常规螺钉紧固→ 铆接紧固(总高度:60.2→45mm,重量:940→820g),
(d)球面高精度加工工艺(低噪声68dB)

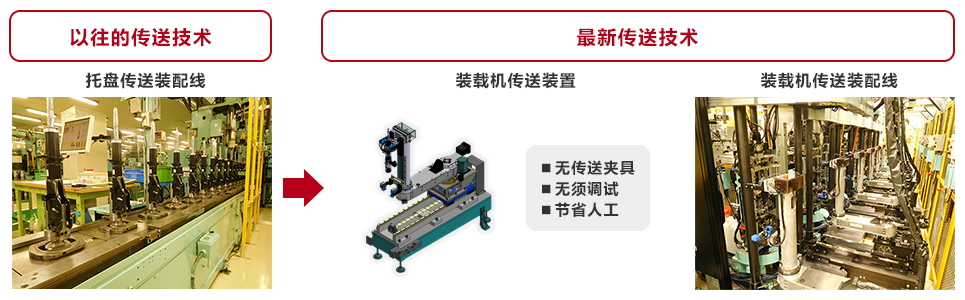
产线引进了自主研发的产品传送设备,精减了原悬挂装配线根据不同型号配置的夹具以及调试工序,以应对同规格大批量生产到多规格小批量生产的转变,从而提高了生产效率。
运用抑制振动的专用工具进行复杂且高精度的活塞缸孔和密封槽加工,实现了世界顶级的极小桥跨。
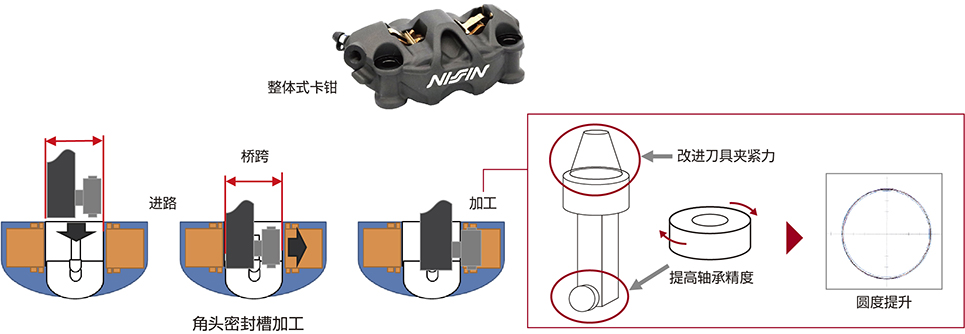
无紧固螺栓的整体式卡钳使用此加工工艺,满足了制动器的小型、轻量和提升刚性的需求。
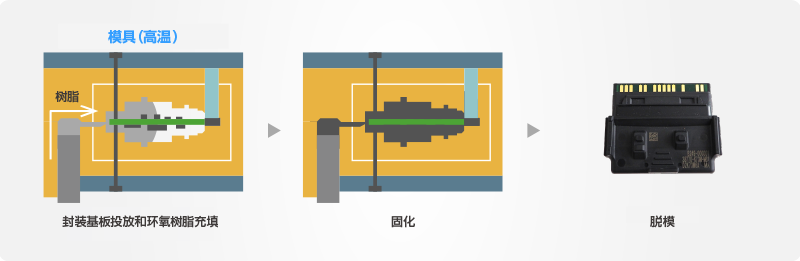
研发部门和生产技术部门紧密合作进行独立自主研发,优化设计和制造技术,确立了新的组装工艺。选择最适合小型电控单元量产的树脂、专用金属模具、自动化设备,实现了对电子部件没有影响的高效传送成型。