We provide high-quality products that combine cutting-edge technologies such as IoT and AI with the skills of craft masters to customers all over the world.
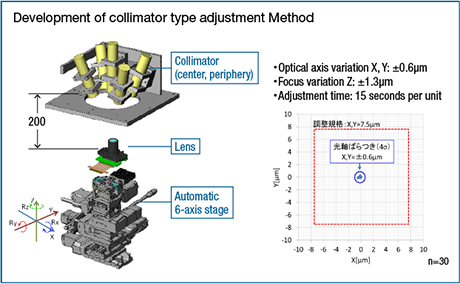
High-precision focal adjustment is essential for processing stereoscopic images from stereo cameras. As part of the lens/CMOS substrate 6-axis adjustment process, we have adopted the collimator method creating a high-precision adjustment technology that reduces the time for adjustments of the optical axis and focus to one-tenth the time of conventional methods.
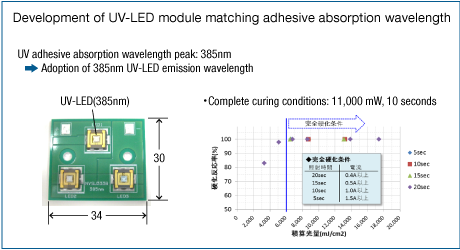
In addition, we have developed an absorption wavelength-matching UV-LED module for fixing the lens adhesive, which reduces the variation in the amount of adhesive and focus shift after curing to realize a highly efficient production process.
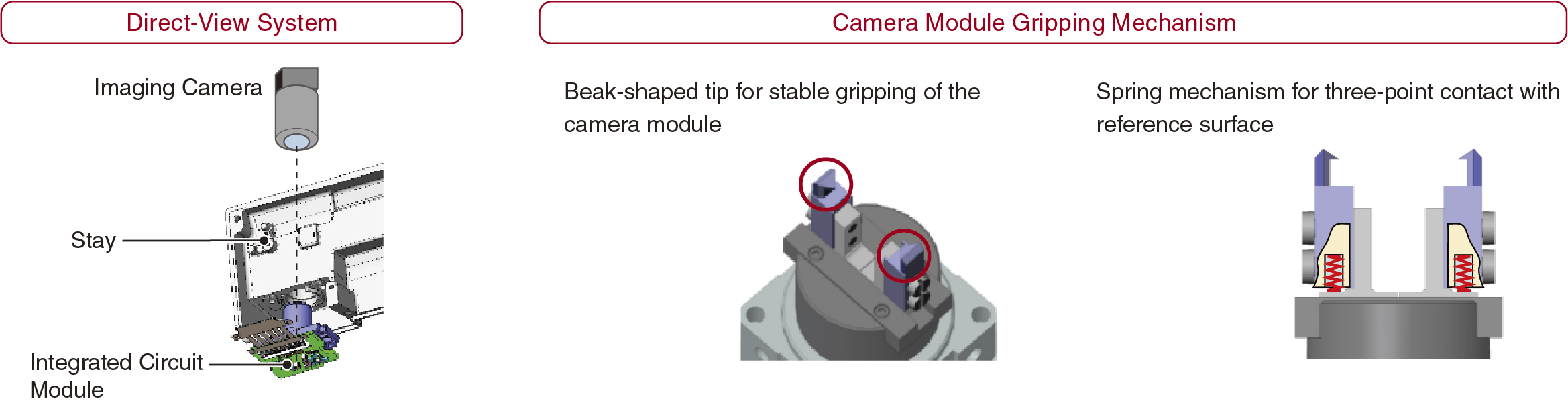
Since stereo cameras stereoscopically process the left and right images to recognize the external world, this requires the precision assembly of the two cameras.
We developed the direct-view system for an optical axis/roll angle adjustment process to adjust the X/Y axis and roll angle of the camera. To ensure camera stability, we employed a spring mechanism with three points of contact on the reference surface.
The process of joining precision parts demands a full inspection of the product appearance, in addition to monitoring the process conditions.
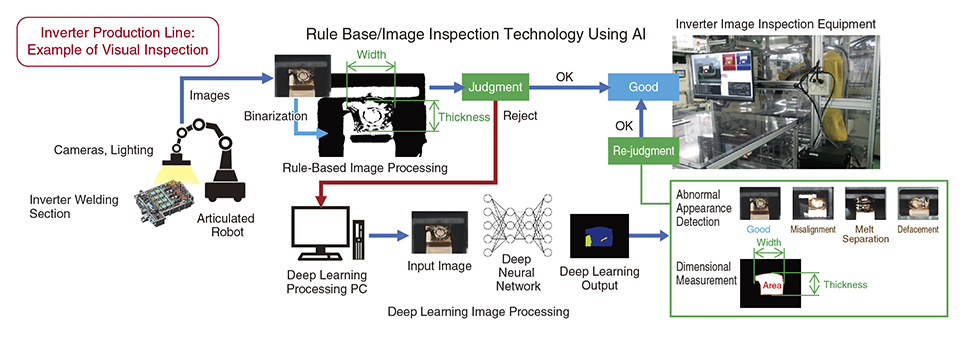
A false alarm rate (the rate an acceptable product is judged to be defective) is used to prevent the release of defective parts.
We are now promoting activities to utilize deep learning to improve this rate to one percent or less. For existing lines, we are working on hybridization with existing rule-based image inspection, as in the case of inverters.
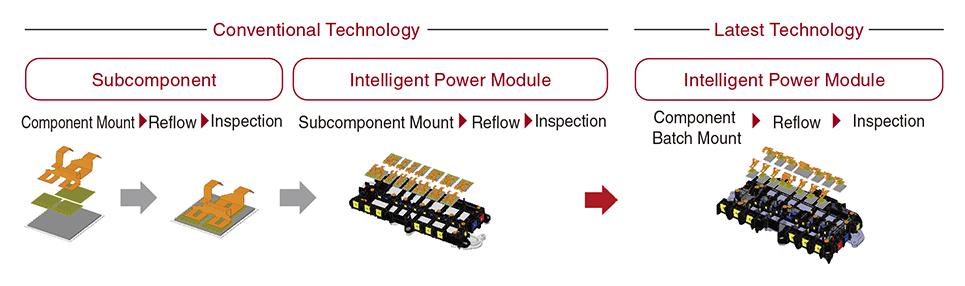
We employ a batch-assembly method powered by the latest technology to manufacture intelligent power modules, which reduces numerous steps for highly streamlined manufacturing.
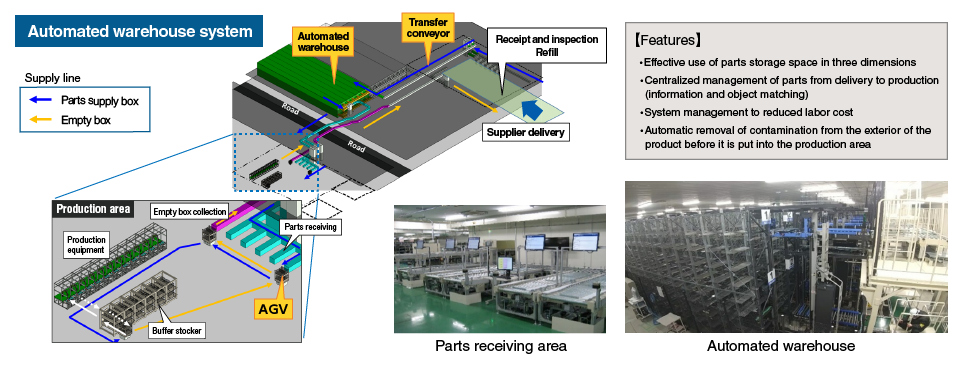
Unlike conventional engine parts, electric products including purchased parts and finished products, require considerable time to move. In order to increase the production of inverters for electric motors we have launched an automated warehouse system that matches optimal inventory volume and just-in-time production. The system relies on activation signals from the line-side to send requests for single units to the automated warehouse. This system helps to avoid product oversupply and shortages.
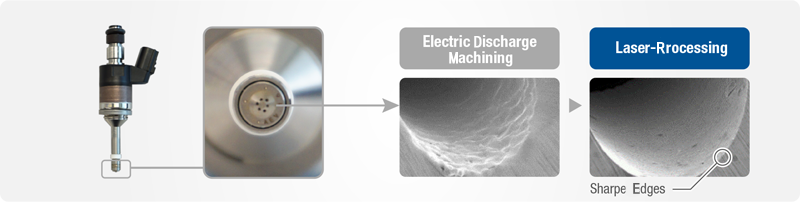
Conventional products use electrical discharge machining to bore injection nozzles, but our next-generation injectors use a high-precision laser-processing method that results in sharper edges and smoother surfaces. It also reduces production time by 82 percent.
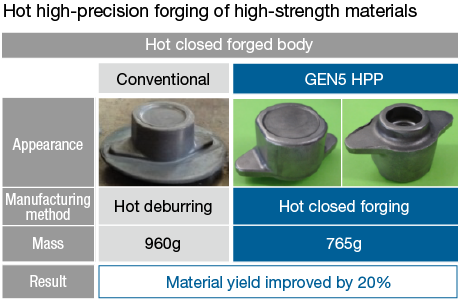
In response to the growing market for DIG (Direct Injection Gasoline) high pressure engines we endeavored to differentiate our products. Using high-strength, high-reliability materials and structures that enable high pressure, low noise, small size, and light weight we were able to improve our competitiveness and reducing costs.
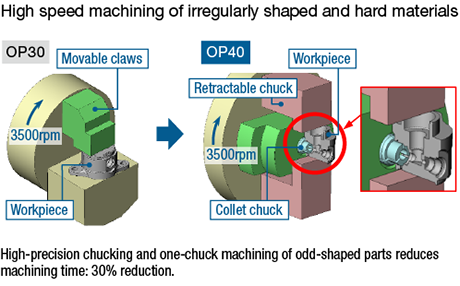
In order to enable this process, we have developed (a) high-speed, high-precision machining of high-strength materials (hardness: conventional HRC11→34, machining time: 30% reduction), (b) automated transfer and assembly lines to prevent contamination, (c) conventional screw fastening → crimping fastening, (overall height: 60.2→45mm, weight: 940→820g), (d) spherical high-precision machining process (lower noise level of 68dB). Mass production is underway.
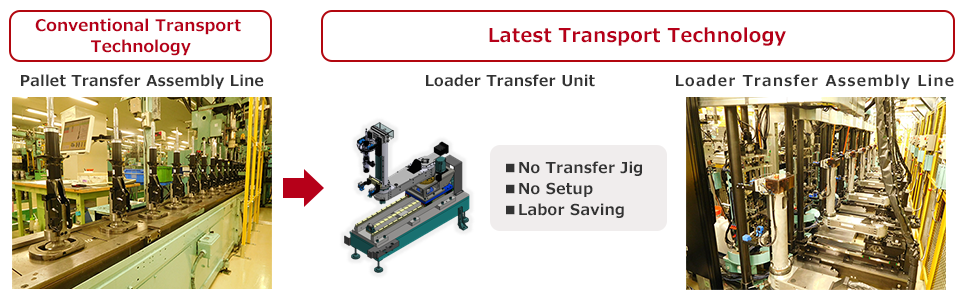
As the number of vehicles expand, the number of suspension specifications follows suit. In response to these changes we have introduced our own product transfer equipment, which eliminates the need for special jigs and setups—enabling us to have a fiexible system to quickly adjust to market specialization.
The world's smallest monoblock bridge span is made using a special tool that suppresses vibrations during the complex and high-precision cutting of the piston cylinder holes and seal grooves.
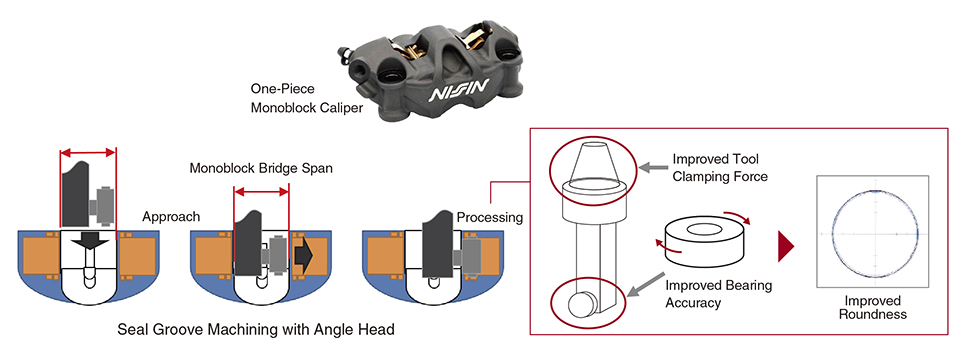
This technology processes the monoblock calipers as one piece and does not use fastening bolts, thereby meeting the need for smaller, lighter and more rigid brakes.
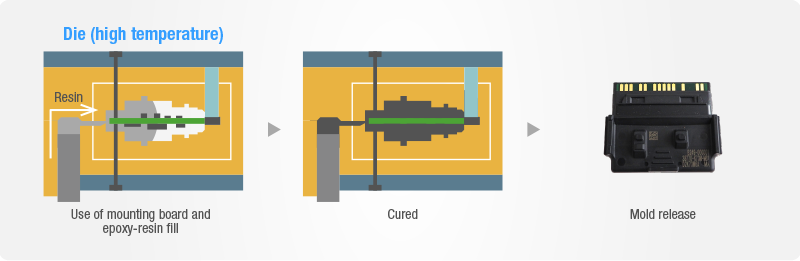
Transfer molding requires optimization of design, circuit board manufacturing, and resin molding technologies. The cutting-edge production methods used for this product are the result of close coordination between R&D and Production Engineering Divisions.
The resultant production process is a transfer mold with optimized resin molding and exclusive dies that do not impact on the circuit boards or electrical components.
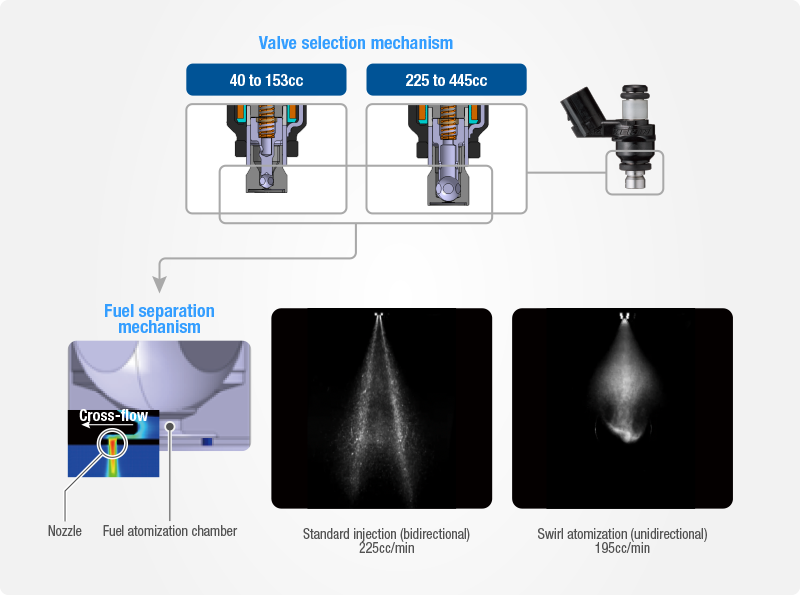
A valve selection mechanism has been adopted to make the injector compatible with a wide range of flow and atomization options.
Our technologies result in a smaller, lighter valve that help reduce operational noise. We use a fuel separation mechanism with a cross-flow path to deliver fuel from the atomization chamber directly to above the nozzle, resulting in a finer mist.
Fuel is therefore diffused earlier in the process creating a finer particle size.
Either standard injection (unidirectional/bidirectional) or swirl atomization (unidirectional) can be selected.